I. Yleiskatsaus
Kansainvälisen kemian- ja energialogistiikan nopean kehityksen myötä ruostumattomasta teräksestä valmistettuja varastosäiliöitä ja -säiliöitä käytetään laajalti kemikaalien, elintarvikkeiden ja juomien, energian ja muiden materiaalien kuljetuksessa ja varastoinnissa. Erinomaisen matalan lämpötilan sitkeyden ja hyvän korroosionkestävyyden ansiosta austeniittista ruostumatonta terästä käytetään laajalti kryogeenisten varastosäiliöiden, laitteiden ja suurten kryogeenisten rakenteiden rakentamisessa.

Kryogeeninen varastosäiliö
2. Lyhyt esittely -196 ℃ alhaisen lämpötilan ruostumattoman teräksen hitsaustarvikkeistamme
| Luokka | Nimi | Malli | Vakio | Huomautus | |
| GB/YB | AWS | ||||
| Elektrodi | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| Flux lanka | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Kiinteä lanka | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| SAW | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3. Elektrodimme GES-308LT (E308L-16)
Markkinoiden kysyntään vastaamiseksi yrityksemme on kehittänyt erilaisia erittäin alhaisia lämpötiloja, erittäin sitkeitä austeniittisia ruostumattomasta teräksestä valmistettuja elektrodeja, kerrostetun metallin kemiallisen koostumuksen (kuten näkyy taulukossa 1) ja vakaat mekaaniset ominaisuudet (kuten taulukosta näkyy) 2), ja sillä on erinomainen kaikkiin asentohitsausprosessi Suorituskyky ja erinomainen iskunkestävyys alhaisissa lämpötiloissa, sen ferriittimäärän vaikutus iskuarvoon (taulukko 3).
1. Saostetun metallin kemiallinen koostumus
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| HUOM (%) | 0,04 | 0,5-2,5 | 1.0 | 0,030 | 0,020 | 9,0-12,0 | 18,0-21,0 | 0,75 | 0,75 | - | - |
| Näyte1 | 0,022 | 1.57 | 0,62 | 0,015 | 0,006 | 10.25 | 19.23 | 0,020 | 0,027 | 0,046 | 6.5 |
| Näyte2 | 0,037 | 2.15 | 0,46 | 0,018 | 0,005 | 10.44 | 19.19 | 0,013 | 0,025 | 0,45 | 3.8 |
| Näyte3 | 0,032 | 1.37 | 0,49 | 0,017 | 0,007 | 11.79 | 18.66 | 0,021 | 0,027 | 0,048 | 0.6 |
Taulukko 1
2. Saostetun metallin mekaaniset ominaisuudet
| E308L-16 | Tuotto MPa | Vetovoima MPa | Pidentymä % | -196℃vaikutus J/℃ | GB/T4334-2020 E Rakeiden välinen korroosio | Radiografinen tarkastus | Huomautus | |
| Yksittäinen arvo | Keskiarvo | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
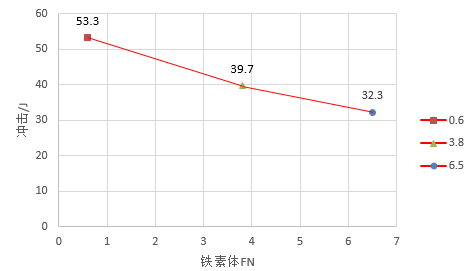
| Näyte1 | 451 | 576 | 42 | 32/32/33 | 32.3 | pätevä | I | - |
| Näyte2 | 436 | 563 | 44 | 39/41/39 | 39.7 | pätevä | I | - |
| Näyte3 | 412 | 529 | 44.5 | 52/53/55 | 53.3 | pätevä | I | - |
Taulukko 2
3. Kertyneen metalliferriitin määrän vaikutus iskuun
4. Hitsausprosessin näyttö (φ3,2 mm)


Pystyhitsaus ennen ja jälkeen kuonanpoiston (DC+)


Putkiston hitsaus ennen ja jälkeen kuonanpoiston (DC+)
4. Pystyhitsauksen varotoimet
1. Pienvirtahitsausta tulee käyttää;
2. Pidä kaari mahdollisimman matalana;
3. Kun kaari heilahtelee uran molemmille puolille, pysähdy hetkeksi, jolloin heilahtelun leveys on 3 kertaa elektrodin halkaisija.
5.Pipeline-kuva hitsaustarvikkeiden sovelluksesta

-196 ℃ alhaisen lämpötilan ruostumattoman teräksen hitsaustarvikkeita varten vuosien hitsaustarvikkeiden tutkimuksen ja kehittämisen jälkeen meillä on jo vastaavat tukihitsaustarvikkeet hitsaustankoja, kiinteitä hylsyjä, sulateytimiä ja upotettuja kaaria varten, ja olemme kehittäneet jatkuvan käsielektrodin kaaren. hitsaus tarvikkeet kaikki-aseman hitsaus, ja on monia teknisiä sovelluksia saavutuksia, tervetuloa asiakkaat kuulemaan ja valita!
Postitusaika: 16.12.2022